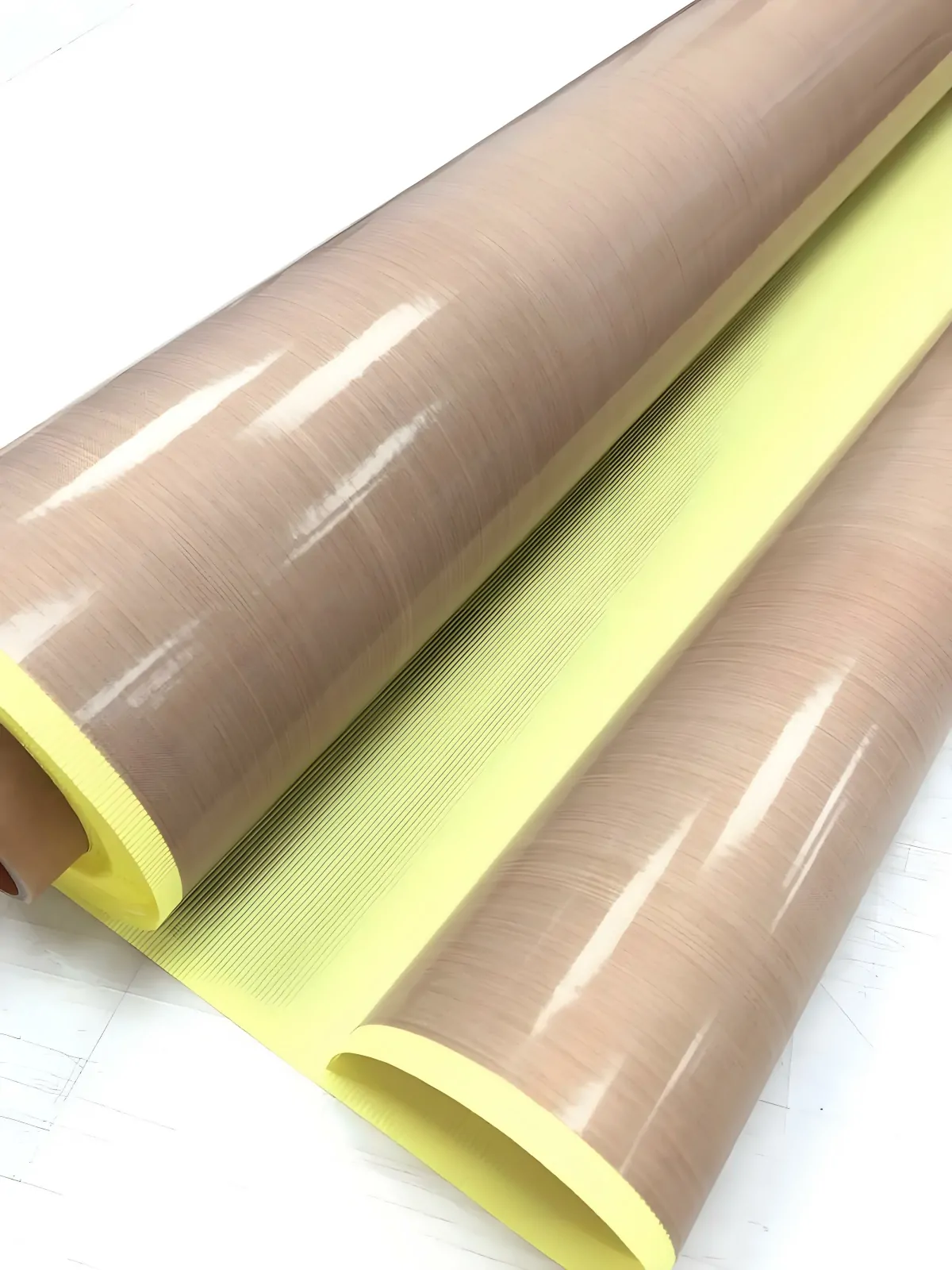
PTFE (Polytetrafluoroethylene) coating, also known as Teflon coating, is a highly versatile and durable material used across a range of industries in the United States. Known for its low friction, non-stick properties, and excellent resistance to high temperatures, chemicals, and electrical insulation, nonstick coatings like PTFE are a popular choice in various applications. These coatings are primarily made from polytetrafluoroethylene PTFE resin, which undergoes a complex manufacturing process to create a thin, protective layer on a range of substrates. This process includes the use of specific production formulas and ratios, often involving solvents and binders, which help ensure the PTFE resin adheres properly to the substrate.
The manufacturing process for Teflon coating typically involves blending PTFE powder with additives such as solvents and binders. These components are carefully measured and mixed to achieve the correct viscosity and adhesion properties. The PTFE powder itself is sourced from tetrafluoroethylene (PTFE), a gaseous monomer that polymerizes to form the PTFE resin. The production process for PTFE liquid coating involves the application of the PTFE mixture to the substrate via techniques like spraying, dipping, or brushing. The coated product is then heated in an oven, causing the PTFE to sinter and create a smooth, uniform coating.
PTFE coatings offer exceptional corrosion resistance, thermal stability (operating at temperatures up to 260°C/500°F), low friction, and high dielectric strength. These properties make them ideal for use in environments exposed to high temperatures, high heat, corrosive substances, or heavy wear. For example, coated cookware is a common household application, where nonstick cookware reduces the need for oils or fats while also improving durability. PTFE coatings are also used in printed circuit boards to ensure high performance in electronics.
In addition to these benefits, PTFE’s unique properties help minimize coefficients of friction, ensuring smoother operation in mechanical systems. This is especially beneficial in industries that require high-performance materials with extremely high durability. However, it’s important to note that polymer fumes can be released when PTFE is heated beyond its recommended limits, potentially causing polymer fume fever and other health conditions. There is also growing concern about the presence of perfluorooctanoic acid, a byproduct of PTFE production, which has raised discussions on its potential health impacts, including links to liver disease.
Types of PTFE Coatings
PTFE coatings are versatile and can be tailored to meet a wide range of performance requirements. Depending on the specific application, various types of Teflon Coating are used to address unique challenges. Some common types of Teflon coating include:
Non-stick PTFE Coatings
Non-stick PTFE coatings are perhaps the most well-known and widely used due to their superior release properties. These coatings are used in a variety of applications, such as coated cookware, industrial machinery, and conveyor belts, where easy release and minimal residue buildup are critical. PTFE’s extremely low coefficient of friction (typically between 0.05 and 0.1) ensures that substances like food, adhesives, and paints do not stick to the surface, making cleaning and maintenance easier. The coatings typically have a thickness of 25-75 microns, providing a reliable and smooth surface for non-stick performance. Non-stick Teflon Coating also offer excellent chemical resistance, making them suitable for environments exposed to corrosive substances. Their temperature resistance is remarkable, withstanding continuous use up to 260°C (500°F) and short bursts up to 300°C (572°F), while remaining chemically inert in most environments. Additionally, Teflon PTFE coatings are widely used in nonstick cookware, providing ease of use and durability.

Fire-Resistant PTFE Coatings
Fire-resistant PTFE coatings are designed to enhance the flame resistance of substrates, reducing the rate of fire propagation in high-risk environments. These coatings are commonly used in industries like construction, electrical wiring, and high-temperature industrial applications. Teflon Coating can be formulated with fire-retardant additives to improve their flame resistance, often achieving UL 94 V-0 or higher flame resistance ratings. The maximum operating temperature for these coatings is up to 260°C (500°F), with some formulations capable of withstanding short bursts up to 300°C (572°F). The tensile strength of these coatings is typically over 100 MPa, making them highly durable in environments exposed to both heat and mechanical stress. Thermal conductivity is another important factor, with PTFE coatings generally offering a value of around 0.25 W/m·K, which helps in reducing heat transfer and enhancing fire safety. The highest operating temperature of these coatings is essential for industries requiring flame resistance.
Antistatic PTFE Coatings
Antistatic PTFE coatings are designed to reduce or eliminate static charge buildup by incorporating conductive materials into the PTFE resin. These coatings help dissipate static electricity, making them essential for industrial applications where electrostatic discharge (ESD) can cause damage to sensitive electronic components or create hazards. The surface resistivity of these coatings typically ranges from 10^4 to 10^9 ohms, depending on the conductive fillers used. They also maintain a high dielectric strength, usually between 10 and 30 kV/mm, making Antistatic PTFE fabric suitable for environments that require safe handling of electrostatic discharge. With a temperature range of -200°C to 260°C (-328°F to 500°F) and coating thicknesses of 20-50 microns, antistatic PTFE coatings provide reliable protection while ensuring excellent electrical insulation. These coatings are often solvent based or water based liquid, depending on the application needs and the manufacturing process.

Breathable PTFE Coatings
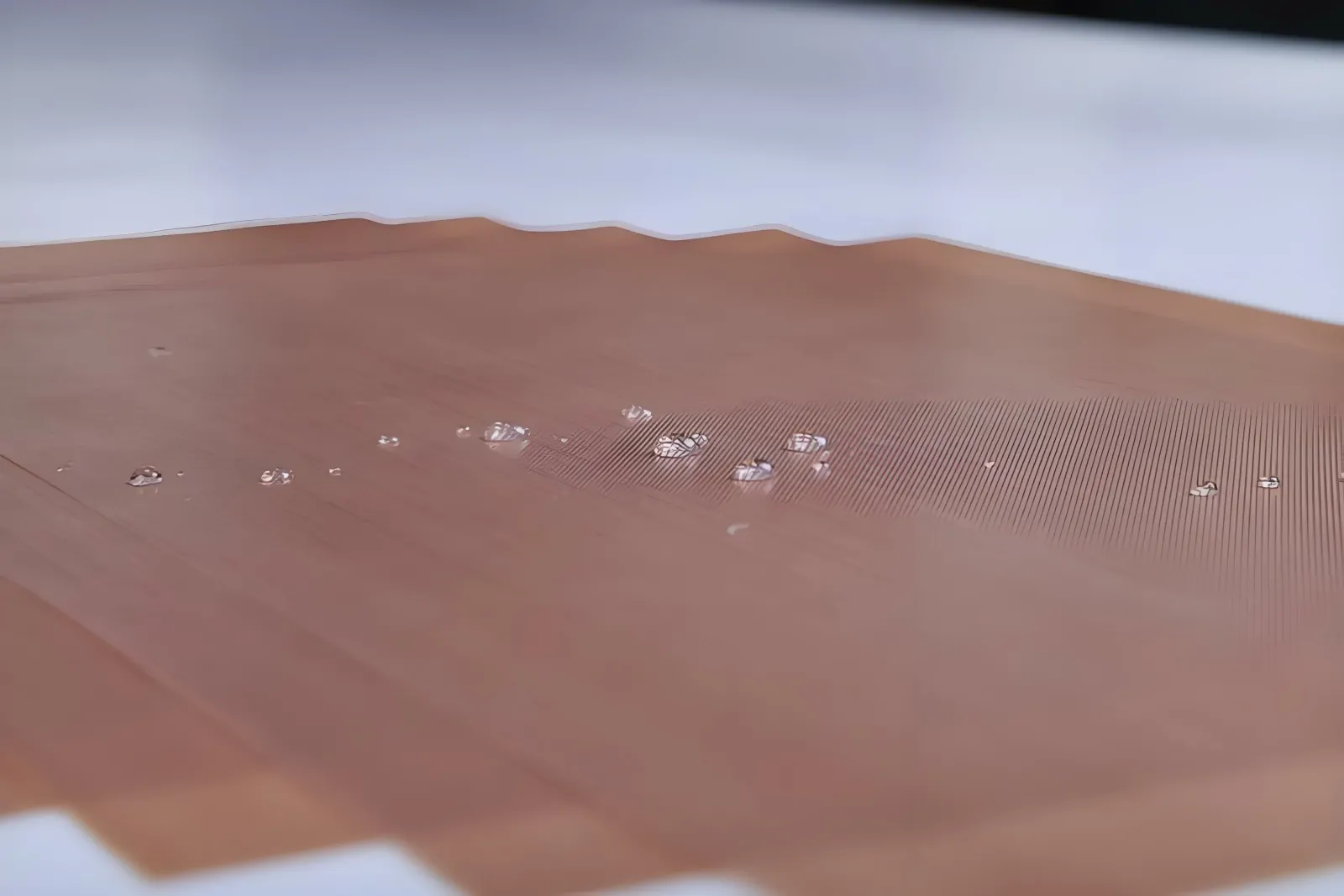
Breathable PTFE coatings are often used in applications where air and moisture vapor need to pass through while still offering protection from water and contaminants. These coatings are widely used in protective clothing, tents, outdoor gear, and medical garments, providing a balance of water resistance and breathability. The PTFE film used in these coatings is microporous, with pore sizes typically around 0.2 microns, allowing water vapor to escape while preventing liquid water from passing through. The moisture vapor transmission rate (MVTR) can range from 800 to 2000 g/m²/day, depending on the specific formulation. Water resistance is also a critical factor, with water column resistance typically exceeding 20,000 mm. These coatings can perform in temperature extremes, from -73°C to 260°C (-100°F to 500°F), ensuring durability and functionality across a wide range of outdoor and industrial applications. The coating systems used for these applications provide the optimal balance of breathability and protection.

Wear-Resistant PTFE Coatings
Wear-resistant PTFE coatings are designed to withstand mechanical wear and abrasion, making them suitable for high-stress applications in industries like automotive, manufacturing, and machinery. These coatings often incorporate inorganic fillers such as glass fibers or ceramics to improve their hardness, strength, and durability. The coatings typically exhibit a hardness of around 60-80 on the Shore D scale, which helps protect against friction and wear. The abrasion resistance of wear-resistant Teflon Coating is exceptional, with wear loss often measured at less than 0.1 mg per 1000 cycles (per ASTM D4060 standards). These coatings also offer good tensile strength (ranging from 50 to 70 MPa), making them highly durable in environments with heavy mechanical stress. With a coating thickness of 40-100 microns, wear-resistant PTFE coatings can extend the life of components, reducing the frequency of maintenance and replacement. The powder form of Teflon Coating is another option that can be used to achieve specific performance results.
While Teflon is the trademarked name for a specific brand of PTFE products, they are not exactly the same. PTFE refers to the generic polymer, whereas Teflon is a registered trademark of Chemours (formerly part of DuPont). Teflon products include PTFE as well as other proprietary formulations and coatings that may incorporate additional additives or treatments to improve specific performance characteristics, but all Teflon coatings are based on PTFE resin.
What Are the Disadvantages of PTFE Coatings?
While PTFE coating process offer remarkable advantages, they are not without their limitations:
- Low Surface Energy: PTFE coatings are highly non-stick, but this characteristic can make adhesion to other materials challenging. Special preparation steps are often required to ensure bonding between PTFE and other substances.
- Brittleness at Low Temperatures: PTFE coatings can become brittle at extremely low temperatures, making them unsuitable for applications that involve rapid temperature fluctuations below certain thresholds (typically under -100°F/-73°C).
- Surface Scratching: While PTFE is resistant to many chemicals and substances, its surface can be scratched by abrasive materials, which can lead to reduced performance in wear-resistant applications. This is related to the coefficient of friction, which is very low for PTFE coatings, but abrasive forces can still affect the surface in demanding environments.
Comparison with Other Coatings:
- PTFE vs. Silicone Coatings: Silicone coatings offer good flexibility and temperature resistance but are generally not as chemically resistant as PTFE. Polytetrafluoroethylene PTFE coatings excel in environments with harsh chemical exposure and higher operating temperatures.
- PTFE vs. Ceramic Coatings: Ceramic coatings are excellent for heat resistance but lack the non-stick properties of PTFE. PTFE coatings are typically better suited for applications requiring both heat resistance and low friction, such as in food processing or non-stick cookware.
Common Uses of PTFE Coatings
PTFE coating process offer unique advantages across a wide range of temperature conditions and industries due to their high resistance to heat, chemicals, wear, and their non-stick properties. In each industry, specific challenges are met by utilizing various types of coating to optimize processes, reduce downtime, and improve product performance. Below are some of the key industries that benefit from PTFE coatings:
Food Processing Industry

In the food processing industry, one of the primary concerns is minimizing contamination risks and ensuring that machinery is easy to clean. Production lines, ovens, and conveyors are often exposed to high temperatures, sticky substances, and chemicals. Food manufacturers need materials that can withstand repeated exposure to heat, resist chemical degradation from cleaning agents, and prevent food from sticking to surfaces. PTFE-coated equipment addresses these challenges by offering a non-stick surface that ensures food products do not adhere to machinery, making the cleaning process faster and more efficient. PTFE fabrics are particularly effective for high-heat environments, such as baking ovens, where temperatures range often exceed 260°C (500°F). These coatings also provide excellent chemical resistance, ensuring that oils, acids, and solvents used in cleaning do not compromise the equipment’s integrity. This is one of the many applications of PTFE, as it proves highly effective in environments that require resistance to high heat and chemical degradation.
PTFE’s extremely low coefficient of friction (0.05-0.1) helps reduce food buildup on surfaces, ensuring smooth processing. With a maximum operating temperature of up to 500°F (260°C) and a coating thickness typically ranging from 25-75 microns, PTFE coatings offer durability and long-lasting performance in harsh, high-heat environments.
Automotive Industry
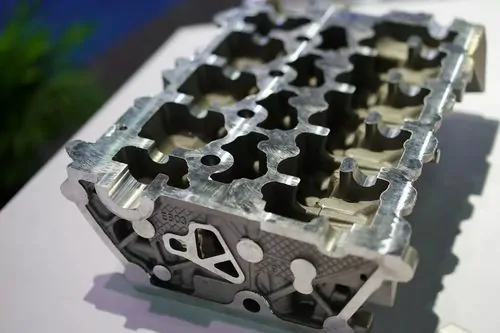
In the automotive industry, components such as gaskets, seals, bearings, and engine parts face significant mechanical stress, extreme temperatures, and exposure to abrasives and corrosive fluids. These components must be durable, reliable, and resistant to wear in environments that involve constant motion, extreme friction, and harsh chemicals. Teflon Coating are applied to automotive parts to reduce friction between moving components, extend their lifespan, and improve overall performance. For instance, wear-resistant PTFE coatings are frequently used in engine components to prevent wear and tear caused by the high-pressure conditions of engine operation.
By incorporating PTFE’s low friction (0.05-0.1 COF) and wear resistance, automotive manufacturers can reduce energy loss and component failure, improving fuel efficiency and overall vehicle performance. The coatings can withstand operating temperatures range of up to 260°C (500°F) and provide excellent mechanical durability with a tensile strength range of 50-70 MPa. With a hardness of 60-80 Shore D, these coatings ensure optimal protection and enhance the longevity of automotive parts under demanding conditions.
Chemical and Pharmaceutical Industries

The chemical industry and pharmaceutical industries require materials that can withstand highly corrosive environments and extreme temperatures, all while maintaining structural integrity. Tanks, pipes, and reactors are exposed to aggressive chemicals, acids, bases, and solvents, which can cause corrosion and degradation if not properly protected. PTFE coatings offer the perfect solution by providing superior chemical resistance, making them ideal for these industries. By applying PTFE-coated materials to equipment, manufacturers can ensure the long-term durability and safety of their systems.
In pharmaceutical manufacturing, contamination control is crucial, and PTFE liquid coating are used on equipment such as reactors and mixers to ensure easy cleaning and minimize the risk of cross-contamination. These coatings also meet stringent safety requirements, offering flame resistance ratings of UL 94 V-0 or higher. PTFE’s maximum operating temperature of up to 500°F (260°C) and thickness ranging from 30-100 microns ensures that the coating can endure even the most extreme temperatures, while maintaining its integrity and providing superior protection against corrosion and wear. This demonstrates one of the best applications of PTFE in industries requiring chemical and temperature resistance.
Aerospace Industry

The aerospace industry operates under some of the harshest conditions imaginable, with components exposed to extreme temperatures, high mechanical stresses, and corrosive environments. Seals, gaskets, fuel lines, and insulators in aerospace applications require coatings that provide reliable performance even under these demanding circumstances. PTFE coatings are widely used to ensure smooth operation, reduce friction, and enhance the durability of components. For example, PTFE-coated fiberglass fabrics and films are used for their high heat resistance and chemical resistance, making them ideal for critical aerospace components such as seals, bearings, and insulation.
The coatings’ exceptional dielectric strength (10-30 kV/mm) and ability to withstand temperatures range of up to 500°F (260°C) ensure that aerospace parts perform reliably in high-voltage environments and extreme temperatures. The wear resistance and reduced friction properties of PTFE (with a coefficient of friction of 0.05-0.1) are essential for maintaining the efficiency and safety of aerospace components that experience high mechanical stress.
Electronics Industry

The electronics industry faces unique challenges when it comes to ensuring the reliability of electrical components, wiring, and insulation. PTFE coatings provide the perfect solution by offering excellent electrical insulation properties, high resistance to static discharge, and protection against chemicals and high temperatures. PTFE films and antistatic PTFE coatings are commonly applied to wires, connectors, and components that need to maintain optimal performance while preventing electrostatic discharge (ESD) that could damage sensitive equipment.
With surface resistivity between 10^4 and 10^9 ohms, antistatic PTFE coatings help dissipate static electricity, ensuring safe handling of electronic components. PTFE’s dielectric strength (10-30 kV/mm) and resistance to high temperatures (up to 500°F / 260°C) make it ideal for insulation in electrical components. Additionally, the coatings’ excellent chemical resistance ensures that PTFE-coated electronic components perform reliably even when exposed to harsh chemicals used in cleaning and manufacturing processes.
Is PTFE Coating Safe to Use?
PTFE coatings are generally considered safe for most applications. However, it is important to be aware of the potential risks involved in the production and use of PTFE. At extremely high temperatures (above 300°C/572°F), PTFE can begin to decompose, releasing toxic fumes that may pose a health risk. It is essential that PTFE-coated products are used within the temperature ranges specified by manufacturers to prevent thermal degradation.
Studies have shown that when used properly, PTFE liquid coating are safe and effective for various applications, including food processing and electronics. For a deeper understanding of the safety aspects, you can refer to the latest scientific papers on PTFE safety standards, such as those from the National Institute for Occupational Safety and Health (NIOSH).
PTFE coatings provide invaluable solutions to industries that require materials that can withstand harsh environments, extreme temperatures, wear, and chemical exposure. From food processing to aerospace, PTFE coatings address industry-specific challenges by offering enhanced durability, reduced friction, improved safety, and better performance.
LinkCoo has been engaged in the research and development and manufacturing of PTFE coating products for many years, and has accumulated rich industry experience and has a high-quality product series in the industry. Contact LinkCoo’s expert team and we will provide you with PTFE product solutions that meet your industry.



